
TWA Energy Influencers 2024: Nominations Open
The TWA Editorial Board is accepting nominations for “TWA Energy Influencers 2024: Young Professionals Who Energize Our Industry.” Nominate a YP by 1 June 2024.
Read more...
Trending Content





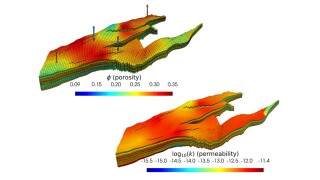
This article evaluates the geomechanical impacts of depleting and repressurizing such gas reservoirs, while proposing laboratory measurements to enhance understanding of geomechanics.

This article focuses on the introduction of one of the flow-network-based models called GPSNet that has growing popularity in the literature and shows promising results during our proof-of-concept applications.

This article delves into the potential and various types of renewable energy sources that hold the promise of shaping a greener tomorrow.
-
 Connect with industry experts, explore careers in the exciting world of oil, gas, and energy, and get the resources you need for a bright career. The future of energy is calling—are you ready to answer?
Connect with industry experts, explore careers in the exciting world of oil, gas, and energy, and get the resources you need for a bright career. The future of energy is calling—are you ready to answer? -
Workers across the Bakken Shale have begun receiving help from displaced Ukrainians as part of the US federal government’s ‘Uniting for Ukraine’ program.
-
Learn how to prepare the perfect CV and download examples to help guide you in your job search.



SPE’s 2024 “Get to Know” series includes interviews with industry experts at Odfjell Technology, WSP, ExxonMobil, and Wood.

Michael Cronin, who served as 2022–2023 TWA editor in chief, was one of nine recipients of the URTeC Best Paper Award.

Petroleum engineering student, Nayana Campos, shares her experience at IPTC Education Week.

The TWA Editorial Board is accepting nominations for “TWA Energy Influencers 2024: Young Professionals Who Energize Our Industry.” Nominate a YP by 1 June 2024.

The university, which currently offers a minor in energy transition, will expand its offerings with a ME degree in energy transition.

In this month’s Letter from the TWA Editor in Chief, Aman Srivastava shares everyday tips to boost your productivity.

Zahira Zaharudin was named the honoree.

The SPE Universidade Federal De Pelotas’ (UFPel) Student Chapter was visited by a university alumni and SPE member, Natan Battisti.
-
 In the final part of this three-part series, we extend our learning of Part 2 to the multivariate model and train a single model to predict three outcomes: oil, gas, and water.
In the final part of this three-part series, we extend our learning of Part 2 to the multivariate model and train a single model to predict three outcomes: oil, gas, and water. -
 In Part 2 of this three-part series, we dive into a practical example using the production data of Equinor’s Volve field data set.
In Part 2 of this three-part series, we dive into a practical example using the production data of Equinor’s Volve field data set.
-
Explore the challenges associated with fiber-optics data analysis and how recent advances in technology can be leveraged to maximize the value of the data.
-
These seven open-source simulators are available for free use and are among the best available in the industry.
-
Dan Jeavons, Shell’s VP of computational science and digital innovation, discussed the findings in MIT’s recent report on digital technology’s impact on a net-zero emissions future with Aman Srivastava, TWA deputy editor in chief.






Stay Connected
Get the latest articles on career development topics to your inbox. Sign up for the TWA monthly newsletter.








-
This photo was taken in March 2023, during my first period on a platform rig, it is a dream come true. Nine years ago, I discovered drilling, which showed me a new world with amazing postcards. I’m in workover jobs as a petroleum engineer in Mexico. I sent this picture to my brother to share my enormous happiness to be here.
-
Thirty three years in the oil and gas industry and I never get tired of watching a sunset. This photo was taken from the helideck of the Ocean Onyx mobile offshore drilling unit which is currently drilling for Beach Energy, offshore Australia. I’m looking out over the Otway Basin and the vast expanse of the Southern Ocean. How far south are we? Well if I was to get in…
-
I’m proud to share the nice celebration of a big milestone recently achieved: 100,000 b/d produced in Iara license by the floating, production, storage and offloading (FPSO) vessel P-68. Congratulations to Total E&P Do Brasil and all involved. It is only the beginning of this incredible adventure.


