Trending Content






The agreement puts an early contractual framework in place for closer collaboration sooner on the project pair.

Drillships Deepwater Asgard and Deepwater Atlas have fresh US Gulf Mexico campaigns upcoming that will earn the driller more than $500,000 per day.

Traditional oil extraction methods hit a snag in noncontiguous fields, where conventional flow-based EOR techniques falter. In southwest Texas, a producer faced imminent shutdown of its canyon sand field due to rapid production decline. Field tests using elastic-wave EOR determined whether the field could be revitalized or if a costly shut-in process was inevitable.
-
 The health, safety, and environment (HSE) discipline is one of the broadest in SPE, from the perspectives of both its scope and its cross-discipline impact. As JPT celebrates 75 years, former HSE Technical Director Roland Moreau examines some of the defining moments in the history of HSE in the industry, the growth of the discipline, and the challenges it still faces.
The health, safety, and environment (HSE) discipline is one of the broadest in SPE, from the perspectives of both its scope and its cross-discipline impact. As JPT celebrates 75 years, former HSE Technical Director Roland Moreau examines some of the defining moments in the history of HSE in the industry, the growth of the discipline, and the challenges it still faces. -
New round covers 41 parcels across almost 10.3 million hectares off Newfoundland and Labrador
-
The prestigious award celebrates OTC exhibitors who are revolutionizing the industry with their groundbreaking technologies. This year, 15 exceptional technologies—five of which hail from small businesses—were chosen for their advancements. Join us in recognizing these trailblazers who are shaping the future of offshore energy.



Get JPT articles in your LinkedIn feed and stay current with oil and gas news and technology.

The health, safety, and environment (HSE) discipline is one of the broadest in SPE, from the perspectives of both its scope and its cross-discipline impact. As JPT celebrates 75 years, former HSE Technical Director Roland Moreau examines some of the defining moments in the history of HSE in the industry, the growth of the discipline, and the challenges it still faces.
From the first supercomputer to generative AI, JPT has followed the advancement of digital technology in the petroleum industry. As the steady march of innovation continues, four experts give their views on the state and future of data science in the industry.

There will always be a need for good artificial lift engineers. So, what should the next generation of its professionals be trying to pursue?

Longtime leaders in artificial lift discuss and share their insights on the rapidly evolving segment’s past, present, and future.

The world of artificial lift has witnessed a remarkable revolution over the past 25 years, with many of the events and technology trends recorded in the Journal of Petroleum Technology.
Longtime JPT Technology Editor Dennis Denney discusses his career at SPE and the development of the magazine’s Technology Focus feature.

We’re excited to begin the year with the commemoration of JPT’s 75th anniversary. This issue launches our special features dedicated to JPT’s reporting of technology and practices over the past 7½ decades.

Highlights of innovations in fracturing, drilling, and reservoir engineering include mysterious gummy bears, horseshoe-shaped wells, and automated rigs.

Find out what made the list of big technology breakthroughs that have shaped the oil and gas industry over the past quarter century.

The topics covered in JPT’s Technology Focus feature span the breadth of the upstream industry. A review of these topics over the years illustrates the changes that have affected E&P professionals.
-
 Matthew Bryant has spent years trying to convince engineers that the API proppant testing standard has significant limitations. And he may well be right.
Matthew Bryant has spent years trying to convince engineers that the API proppant testing standard has significant limitations. And he may well be right. -
 Losing drill-hungry independent and private companies in the region to robust M&A will mean an activity slowdown that is expected to impact volumes coming from the nation’s largest oil field.
Losing drill-hungry independent and private companies in the region to robust M&A will mean an activity slowdown that is expected to impact volumes coming from the nation’s largest oil field. -
 A 44-well development tests what ConocoPhillips has learned about maximizing the value of the wells by figuring out how they drain the reservoir.
A 44-well development tests what ConocoPhillips has learned about maximizing the value of the wells by figuring out how they drain the reservoir. -
 Jennifer L. Miskimins is the nominee for 2026 SPE President. She and six others make up the new slate of nominees recommended for positions open on the SPE International Board of Directors.
Jennifer L. Miskimins is the nominee for 2026 SPE President. She and six others make up the new slate of nominees recommended for positions open on the SPE International Board of Directors.
Access to JPT Digital/PDF/Issue

Sign Up for JPT Newsletters
Sign up for the JPT weekly newsletter.
Sign up for the JPT Unconventional Insights monthly newsletter.
President's Column
-
 SPE President Terry Palisch is joined by Jennifer Miskimins, department head of petroleum engineering at the Colorado School of Mines, to discuss the academic aspect of petroleum engineering and its future.
SPE President Terry Palisch is joined by Jennifer Miskimins, department head of petroleum engineering at the Colorado School of Mines, to discuss the academic aspect of petroleum engineering and its future.
-
 SponsoredThe oil and gas industry makes up 40% of all anthropogenic methane emissions because of leaks at the wellsite. Fortunately, the well pad is often where methane emissions are easiest to address through a mitigation strategy of optimized maintenance and process control—all enabled by instrumentation insight.
SponsoredThe oil and gas industry makes up 40% of all anthropogenic methane emissions because of leaks at the wellsite. Fortunately, the well pad is often where methane emissions are easiest to address through a mitigation strategy of optimized maintenance and process control—all enabled by instrumentation insight. -
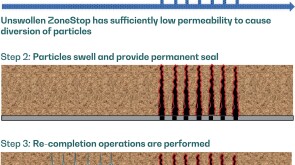 SponsoredExpanding its portfolio of high-tier technologies, TAQA develops a high-performance perforation-plugging patented product.
SponsoredExpanding its portfolio of high-tier technologies, TAQA develops a high-performance perforation-plugging patented product. -
 SponsoredWith almost three-quarters of the global greenhouse gas emissions coming from the energy sector, there is a heavy burden and a huge responsibility on the shoulders of all countries of the world to transform the energy sector to be cleaner and greener by eliminating these emissions.
SponsoredWith almost three-quarters of the global greenhouse gas emissions coming from the energy sector, there is a heavy burden and a huge responsibility on the shoulders of all countries of the world to transform the energy sector to be cleaner and greener by eliminating these emissions. -
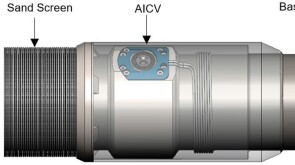
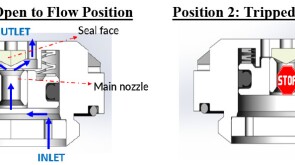 SponsoredSmart completions using autonomous outflow control devices significantly helped in improving reservoir management and increasing oil and gas field productivity by enhancing the injection wells' performance.
SponsoredSmart completions using autonomous outflow control devices significantly helped in improving reservoir management and increasing oil and gas field productivity by enhancing the injection wells' performance.
Technology Focus








Recommended for You (Login Required for Personalization)

If optimized to scale, fast fission reactors could play a role in reducing emissions in field operations by producing carbon-free electricity.

The latest signs that momentum is building in the geothermal space include military bases.

The use of oil-based muds has precluded countless drill cuttings from being used to predict reservoir fluids despite once being part of the reservoir. A 6-decade-old technology may be on the cusp of changing that.

Dutch leaders have voted to halt all future production from the large gas field due to seismic activity linked to extraction operations.

The supermajor expects its latest development will be online by 2027 and add 250,000 B/D to Guyana's soaring output.

The updated joint development agreement allows the companies to carve out new markets while they complete pilot testing at a demonstration plant in the Netherlands.

Samsung E&A takes home $6 billion of the total amount as EPC contractor.
The challenges that geothermal energy faces to become a leading player in the net-zero world are well within the areas of expertise of the SPE community, ranging from rapid technology implementation and learning-by-doing to assure competitiveness to establishing suitable funding mechanisms to secure access to capital.




-
Texas has become an early hot spot for geothermal energy exploration as scores of former oil industry workers and executives are taking their knowledge to a new energy source.
-
The developer of the recently emerged anchorbit technology is preparing to drill its first geothermal well next year in Germany.
-
Ignis H2 Energy and Imeco Inter Sarana announced a strategic partnership to expedite geothermal development in Indonesia.



Content by Discipline